
Gearbox Diagnostics: Tooth Wear, Pitting and Misalignment Before Shutdown
How to catch gear tooth wear, pitting and misalignment before an emergency stop. SDT 340 ultrasound walkdowns plus Artesis e-MCM on the drive motor — field experience from mining and metallurgy in Kazakhstan.
Мақала орыс тілінде
Мақаланың толық мәтіні қазіргі уақытта орыс тілінде жарияланған. Аударма дайындалуда — толық мәтін үшін орыс нұсқасына өтіңіз.
Орыс тілінде оқу
A gearbox does not fail without warning — if you know how to listen
Every reliability engineer knows the feeling: a gearbox stops at 3 a.m., the conveyor is down, and the crew replaces a gear pair in emergency mode. Yet a week ago the equipment “ran fine.”
In reality, gearboxes do not fail instantly. Gear tooth destruction is always a process stretched over time — from first microscopic fatigue cracks to full tooth fracture takes weeks or months.
The question is not whether the gearbox sends signals. The question is whether you have tools to catch them.
This article covers main gear defects, their physics, diagnostic signs, and how SDT 340 ultrasound and Artesis e-MCM online monitoring find problems long before emergency shutdown.

Five key failure modes
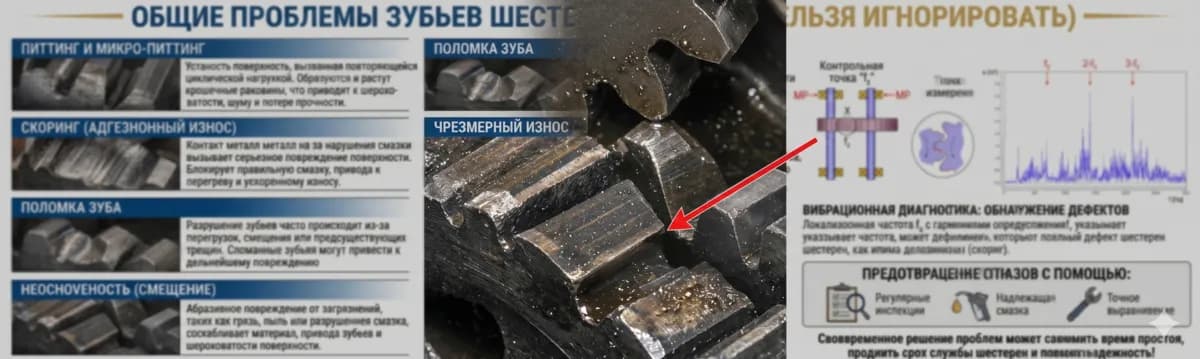
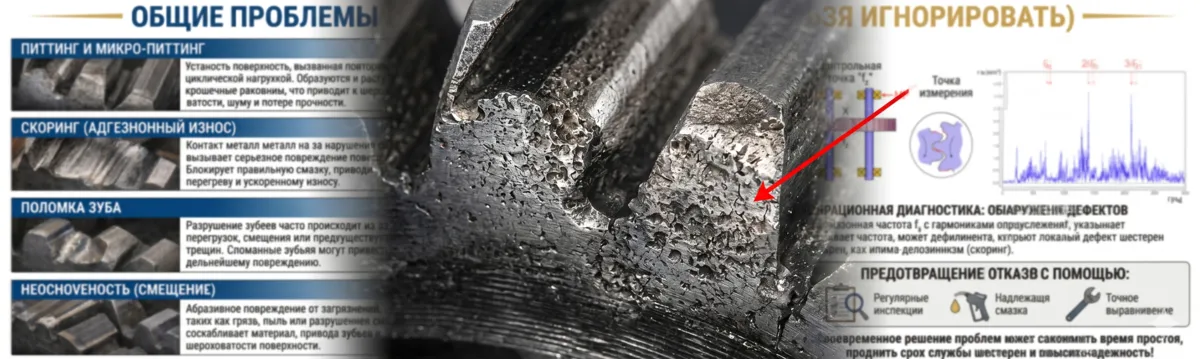
1. Pitting and micropitting
Pitting is surface metal fatigue under cyclic contact loads. Micro-craters form on the tooth flank — first barely visible, then merging into large damage zones.
Micropitting is the early form: matte “grey” patches visible only under magnification. It reduces contact strength and seeds further cracking.
Pitting often stays invisible in vibration for a long time. The gearbox runs, noise unchanged — yet damage progresses. Here SDT 340 ultrasound (20–100 kHz) catches high-frequency impulses from surface defects before they appear in the vibration spectrum.
2. Scuffing (adhesive wear)
Scuffing occurs when the oil film breaks locally: overloaded teeth contact metal-to-metal, seize under pressure, and tear material from the surface.
It is self-accelerating: damaged surfaces hold oil worse → more metal contact → temperature rises → scuffing spreads.
Diagnostic signs: rising gearbox temperature (thermography); sharp dBµV rise on SDT 340; subharmonics and sidebands around mesh frequency in vibration. Artesis e-MCM sees rising stator load from increasing friction in the gearbox.
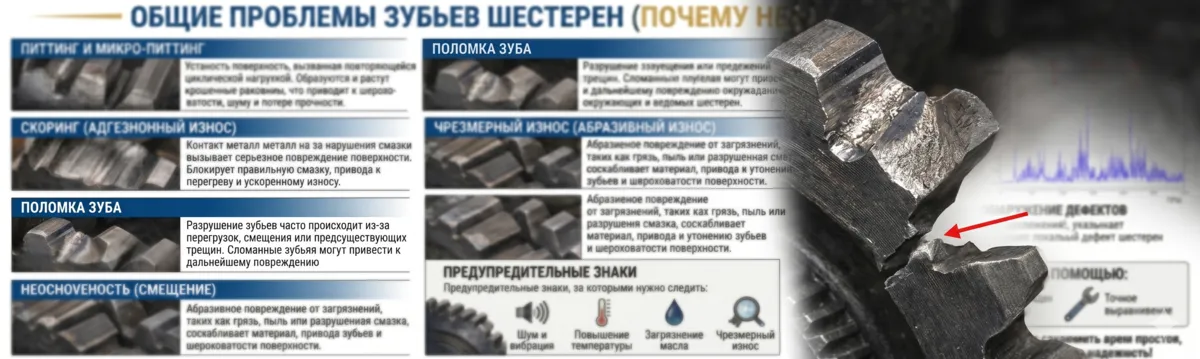
3. Tooth fracture
Fracture is usually the end, not the start — from unchecked pitting, shock overload, or misalignment concentrating stress at the tooth root. One broken tooth often destroys the whole pair within minutes.
Prevention means catching pitting or misalignment early — SDT 340 for surface damage, Artesis for growing load asymmetry.
4. Abrasive and erosive wear
Oil contamination is a leading cause of accelerated wear. Hard particles act as abrasive, removing material from tooth flanks — chronic in mining, cement, and metallurgy.
Regular oil analysis plus SDT 340 route trending detects accelerating wear before vibration reflects it.

5. Misalignment and uneven load
Shaft misalignment concentrates load on tooth edges instead of full contact width, multiplying fatigue rate. Causes: thermal growth, frame deformation, poor reinstall, bearing wear.
Artesis e-MCM detects misalignment from stator current spectrum changes — without vibration sensors on the gearbox.
Vibration spectrum changes with tooth wear
A healthy gearbox shows clean peaks at gear mesh frequency (GMF) and harmonics. A worn unit shows raised noise floor, blurred peaks, sidebands around GMF, and energy spread across bands. Trend of noise floor matters as much as peak amplitudes.
Early diagnostic tools: SDT 340 and Artesis e-MCM
SDT 340 — ultrasound ahead of vibration
Surface defects (stage-1 pitting, early scuffing) generate acoustic impulses long before they drop into the vibration band — often 2–4 defect stages earlier on standard scales.
Field use: route dBRMS/dBMAX trending; real-time listening to distinguish pitting vs. scuffing; inspection while running; gearbox bearing checks by the same 4-stage dBµV method.
Typical result: at a metallurgical plant, ultrasound routes on conveyor gearboxes caught steady signal rise six weeks before first vibration signs. Replacement in a planned window — no emergency stop.
Artesis e-MCM — drive monitoring without gearbox sensors
Artesis analyses motor supply current and voltage only. Any load, friction, or asymmetry change appears in the stator current spectrum.
Detects: misalignment harmonics; rising friction from scuffing/wear; imbalance at 1×; gearbox bearing damage via HF content; overload in real time.
Advantage in hard-to-reach drives: monitoring from the MCC, not the gearbox housing — critical in hazardous or high-vibration areas. 100% continuous coverage vs. monthly route vibration.

Layered protection: SDT 340 + Artesis
| Parameter | SDT 340 | Artesis e-MCM |
|---|---|---|
| Surface tooth defects | ✅ Early | ✅ Mid stage |
| Misalignment | Indirect | ✅ Direct |
| Rising friction | ✅ HF signal | ✅ Power rise |
| Gearbox bearings | ✅ 4 stages | ✅ Current spectrum |
| Mode | Route + online | Online 24/7 |
| Sensors on gearbox | Not required | Not required |
Practical scheme: Artesis alerts on deviation → SDT 340 confirms and localises on route → decide planned window or immediate action.

Economics: cost of not knowing
Emergency gearbox failure on a mine or plant is not just spare parts:
- Gear pair or unit: $15,000–$200,000+
- Rush logistics: +30–50%
- Line downtime: $5,000–$50,000/hour
- Cascade stops and production penalties
One prevented outage often pays for SDT 340 many times over. Artesis on 50+ motors with ~70% unplanned downtime reduction can deliver 300%+ ROI in year one.
Getting started
- Audit critical gearboxes — units whose failure stops production.
- Baseline ultrasound on healthy units — no trend without baseline.
- Add gearboxes to SDT route — monthly to weekly by criticality.
- Connect Artesis e-MCM to drive motors — deploy in one day without production stop.
- Train staff — KEG TRK certification in 1–2 days.
Conclusion
Gearboxes signal long before failure. Pitting starts with micro-craters. Scuffing starts with local film break. Misalignment starts with small shaft offset. SDT 340 ultrasound and Artesis e-MCM register all of this — if they are in your programme.
The difference between emergency stop and planned replacement is not luck. It is data.
KEG TRK is official distributor of SDT International and Artesis in Kazakhstan and CIS. We build predictive maintenance programmes from equipment audit to training and support.
Contact us for ROI calculation and on-site demonstration: keg-trk.kz
Мақаладағы жабдық
SDT340 - Продвинутый ультразвуковой детектор
Самый продвинутый ультразвуковой детектор для сбора, анализа и трендирования дан...
e-MCM
Онлайн мониторинг электродвигателей без датчиков
Orbit DCM - Распределенная система мониторинга
Распределённый мониторинг для горнодобычи, конвейеров и мобильной техники — 16 д...
200150 Series - Акселерометры промышленного назначения
Пьезоэлектрические акселерометры для измерения вибрации промышленного оборудован...
SCOUT Series - Портативные анализаторы вибрации
Портативные коллекторы и анализаторы данных для диагностики оборудования