

ESA for Compressors: Bearings, Valves, Rotor Bars and Surge — No Machine Sensors
How electrical signature analysis spots compressor bearing defects, valve problems, broken rotor bars and surge — from the motor supply only. Physics, FFT/PSD math and an Artesis e-MCM rollout playbook.
Мақала орыс тілінде
Мақаланың толық мәтіні қазіргі уақытта орыс тілінде жарияланған. Аударма дайындалуда — толық мәтін үшін орыс нұсқасына өтіңіз.
Орыс тілінде оқу
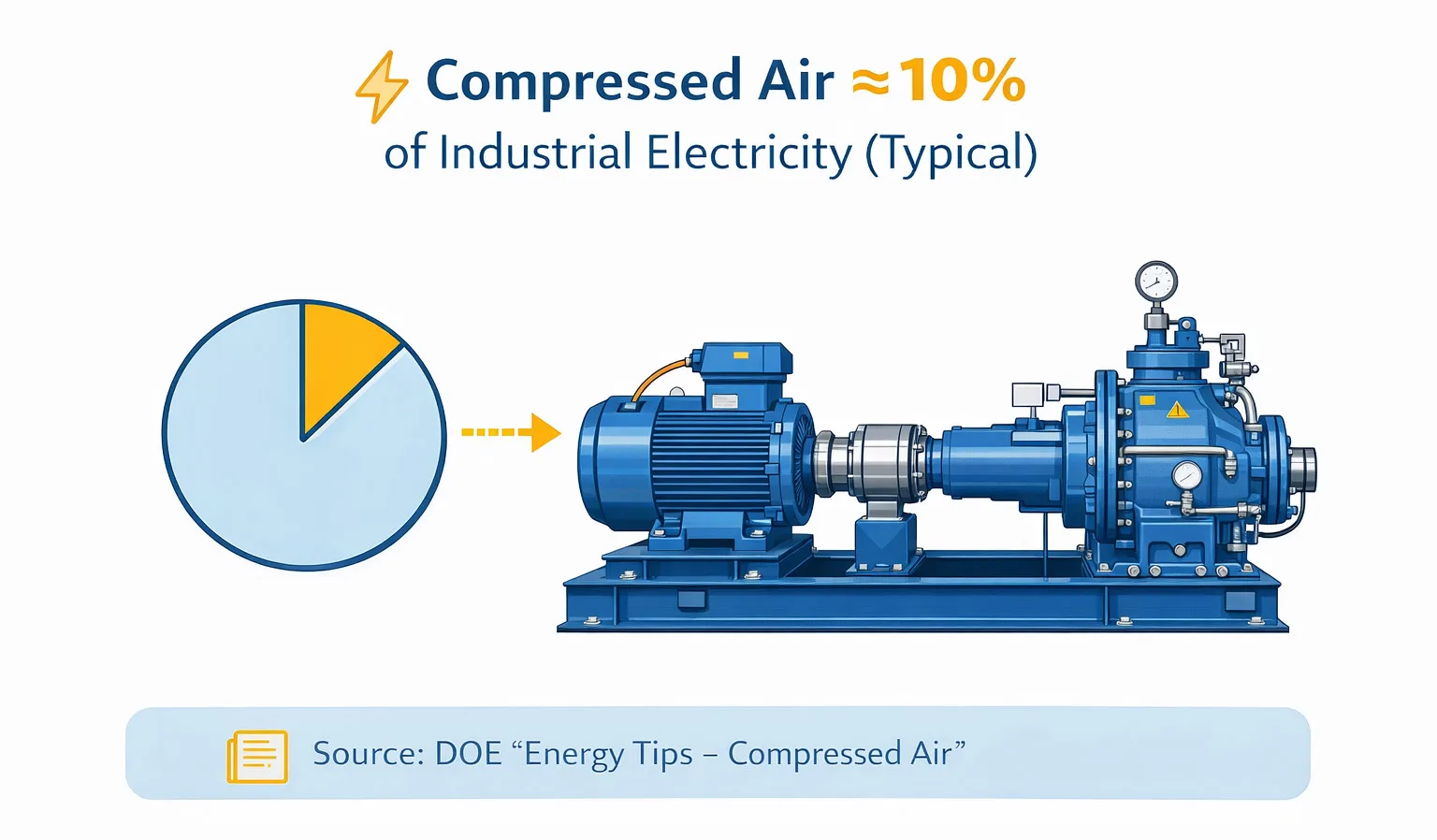
Why compressors are not just “utilities”
Air, gas, process, refrigeration, pipeline and HVAC compressors sit at the intersection of reliability and energy cost. Compressed air can represent ~10% of site electricity — sometimes 30% or more.
For reliability managers the business case shifts:
- Downtime risk: one compressor trip cascades into process instability.
- Energy risk: inefficiency is often the earliest sign of mechanical or process degradation (contamination, valve leak, lubrication issues). kW drift is a leading indicator, not just a cost line.
- Staffing reality: fewer expert diagnosticians for more assets. Automated diagnostics with clear actions matter.
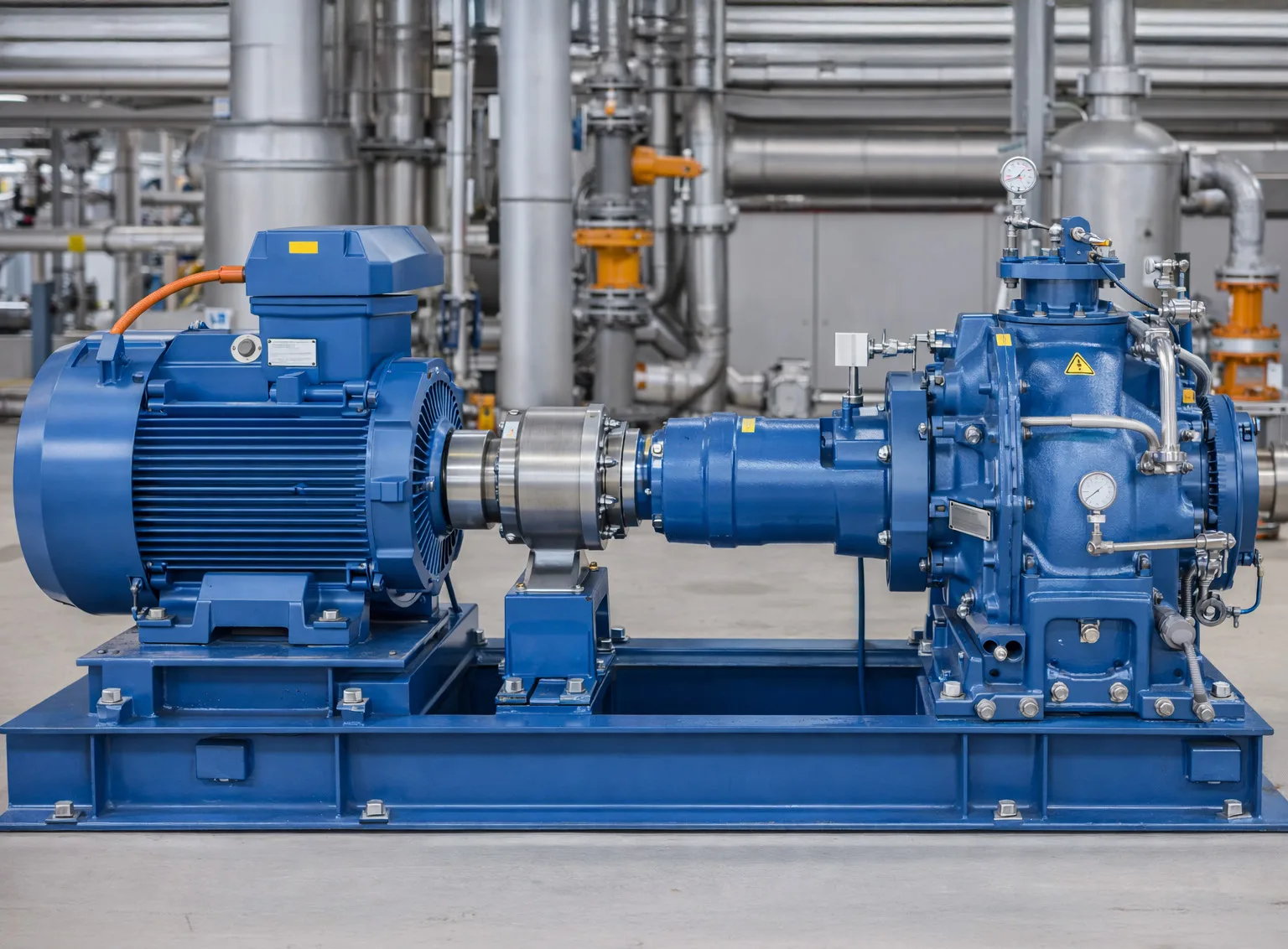
Artesis key idea: continuous monitoring and automatic diagnosis without machine-mounted sensors — because motor electrical signals already carry information about the whole drive train.
What electrical signature analysis (ESA) is
ESA is an ISO-recognised approach to online condition monitoring of three-phase induction motors from electrical measurements.
ISO states that variations in motor electrical characteristics can come from motor faults or driven equipment problems. ESA is therefore a system-level health indicator from motor to working machine.
Artesis implements ESA with a model-based (“digital twin”) approach:
| Product | Role |
|---|---|
| e-MCM | Permanent online monitor |
| AMT Pro | Portable tester from MCC |
| Artesis IoT / OmniSight | Cloud dashboard, trends, energy |
| e-PCM | Generators and prime movers |
Compressor fault map: what ESA sees
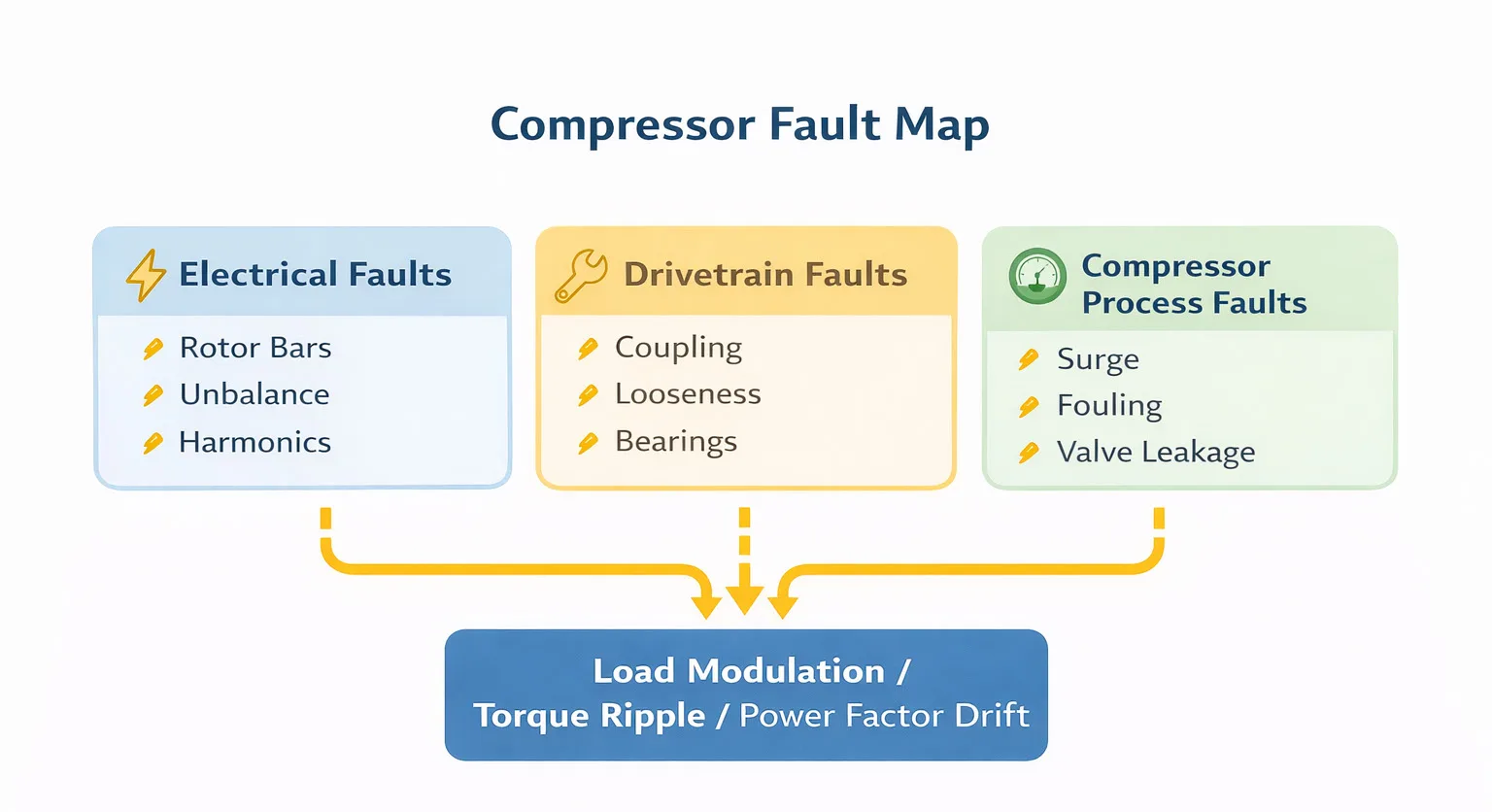
ESA works best when the failure mode changes average load/torque, torque pulsation, slip dynamics, or electrical modulation (sidebands).
Bearing degradation and lubrication
Bearing defects change friction and add cyclic load. Early signs: subtle torque pulsation and efficiency drift; later: stronger modulation and harmonics.
Misalignment, looseness, coupling issues
In vibration these link to 1× and harmonics. In ESA: stator current modulation (sidebands around electrical components). ISO 20958 lists coupling misalignment and driven equipment faults as MCSA-detectable.
Broken rotor bars and air-gap eccentricity
A core ESA case. ISO 20958 gives sideband relation: f_k = (1 ± 2s) · f_s. Compressors often run heavily loaded — rotor integrity is critical.
Failure physics ESA can “see”
Reciprocating compressors: cyclic load and valve leak
Strong cyclic torque is natural. Motor current components sensitive to valve leak, belt slack, intercooler leak.
Centrifugal compressors: surge/stall dynamics
Surge involves low-frequency flow/pressure oscillations (~1–10 Hz), modulating motor torque — visible as LF content in current/power envelopes and sidebands.
ESA math: theory to practice
Sampling: Nyquist f_N = f_s/2; record length T = N/f_s; FFT resolution Δf = 1/T.
Rule: surge and slow load need longer records; harmonic content needs adequate f_s.
Modulation: AM creates sidebands at f_c ± f_m. For compressors f_c is line frequency (50/60 Hz); f_m is shaft speed, compressor cycle, or surge frequency.
Artesis on compressor drives
| Platform | Best for | Output |
|---|---|---|
| e-MCM | Critical drives 24/7 | Traffic-light status, broad fault coverage |
| AMT Pro | Commissioning, routes | Auto report with fault + actions |
| OmniSight | Fleet view | Cloud trends and diagnostics |
| e-PCM | Turbine/generator drives | Model-based generator monitoring |
e-MCM installs at the MCC with CTs (and VTs if needed) — ideal for hazardous or inaccessible assets.
Fault–signature map
| Fault | ESA mechanism | Signatures |
|---|---|---|
| Broken rotor bars | Electrical asymmetry | Sidebands at (1 ± 2s)·f_s |
| Misalignment/coupling | Torque pulsation | Sidebands at 50/60 Hz ± shaft |
| Recip valve leak | Cyclic load change | Modulation index rise; f_c ± cycle |
| Centrifugal surge | LF load oscillation | LF rise 1–10 Hz; surge sidebands |
| Fouling/efficiency loss | Mean load + PF drift | kW, PF, THD trend |
Rollout playbook

Step 1 — Criticality: process compressors, instrument air, refrigeration → e-MCM; secondary assets → AMT Pro routes.
Step 2 — Operating modes before baseline: fixed/variable speed; steady vs. load/unload; recycle valve; anti-surge zone.
Step 3 — Data rules: stable capture — e-MCM requires load variation <45% over 6 s. Do not mix unlike modes in one baseline bucket.
Step 4 — Alarms: Watch (plan inspection) → Examine (schedule intervention) → Red (reduce load, inspect now).

Sustainability and lifecycle
PdM reduces lifecycle cost by preventing major failures and catching energy waste from defects and process issues. High consumption and low efficiency are detectable process problems via PF and power monitoring.
Case templates
Case 1 — Valve leak and belt slack (recip): rising kW; cycle-sensitive current features; check valves, intercooler, belt tension at outage.
Case 2 — Surge approach (centrifugal): LF surge bands in current envelope; verify anti-surge, instrumentation, fouling on compressor map.
Case 3 — Rotor bar defect: subtle current change; track sidebands vs. load; plan rotor inspection if trend continues.
Limits and verification
VFDs can add components mistaken for faults — Artesis uses operating-mode learning. Rapid load changes during capture blur spectra. Some faults (localised bearings) may be clearer on vibration or oil — verify with process data, targeted vibration, alignment checks, post-maintenance trend.
Summary
| Criterion | ESA (e-MCM/AMT Pro) |
|---|---|
| Machine sensors | Not required |
| Real-time monitoring | Continuous |
| Fault coverage | Electrical + mechanical + process |
| Early energy loss | Yes — kW, PF, THD |
| Hazardous zones | Yes — MCC install |
| Standards | ISO 20958 |
| Auto diagnosis | Yes — traffic light + guidance |
ESA turns motor supply cables into sensors for the whole drive — rotor to working machine — without extra machine instrumentation.
Learn more
- Artesis e-MCM — continuous compressor drive diagnostics
- Artesis AMT Pro — route testing from MCC
- Motor monitoring portfolio
Contact KEG TRK for a free compressor reliability programme assessment.
Мақаладағы жабдық
e-MCM
Онлайн мониторинг электродвигателей без датчиков
Artesis AMT Pro - Портативный тестер электродвигателей
Портативная система диагностики электродвигателей без датчиков с AI-анализом
3500/70M Recip Monitor - Монитор поршневых машин
Комплексный монитор для поршневых компрессоров и двигателей
3500/77M Cylinder Pressure Monitor - Монитор давления в цилиндрах
Специализированный монитор для давления в цилиндрах поршневых машин
SCOUT Series - Портативные анализаторы вибрации
Портативные коллекторы и анализаторы данных для диагностики оборудования