
Predictive Equipment Analytics: How the SDT 340 Finds Hidden Defects
Vibration analysis flags the problem too late. See how the multi-sensor ultrasound platform SDT 340 catches bearing defects at the earliest possible stage of development.
Article available in Russian
The full article body is currently published in Russian. A translated version is in progress — switch to Russian for the complete text.
Read in Russian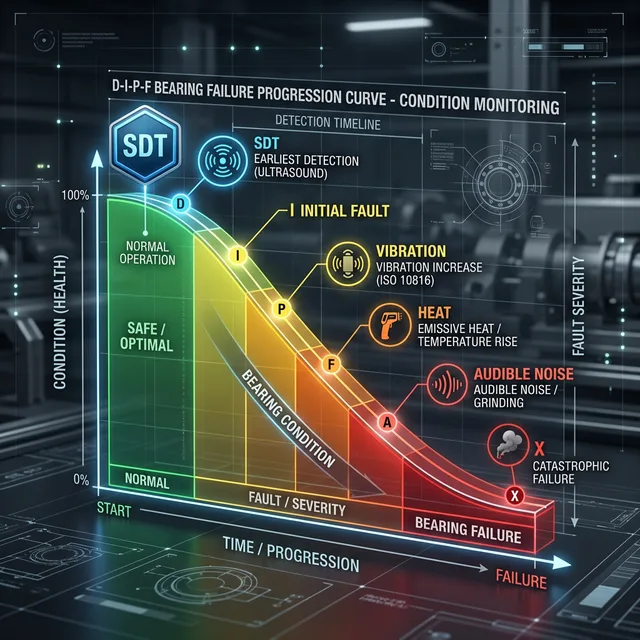
Introduction
Traditional condition monitoring often leaves reliability engineers playing firefighter — reacting to an emergency that has already happened.
Classic vibration analysis is an excellent tool, but it has one fundamental weakness: by the time a bearing's vibration is picked up by a velocity or acceleration sensor, the mechanical damage — a spall on the raceway or a chipped ball — has already occurred.
To truly move from "preventive" to "predictive" maintenance, you need to hear what a thermal camera and a vibration analyzer cannot. You need high-frequency ultrasound.
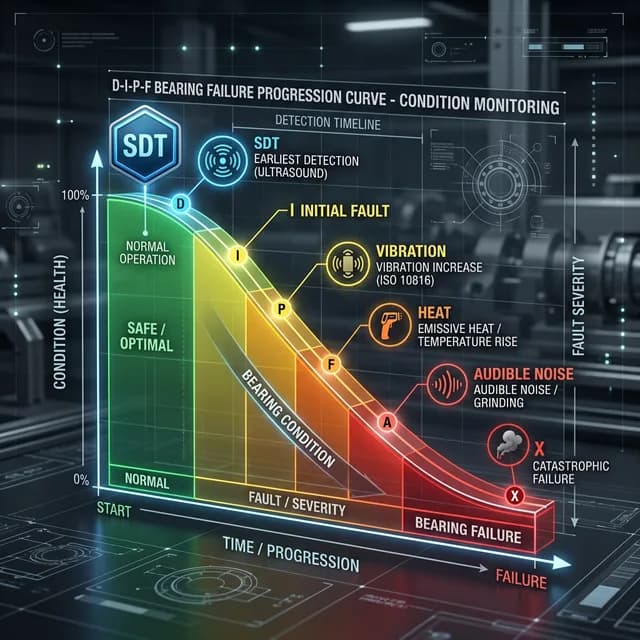
The P-F curve and where ultrasound fits
Reliability engineering has a classic equipment degradation chart — the P-F curve:
- D (Design): A design or installation error.
- I (Initiation): A microscopic defect begins to develop.
- P (Potential Failure): The point where the defect can first be detected by the most sensitive available sensor.
- F (Functional Failure): The equipment physically fails.
Why does ultrasound come first?
High-frequency ultrasonic waves (above 20 kHz) are generated by friction and micro-impacts. This happens months before the damage grows large enough to produce a detectable low-frequency vibration, or enough friction to generate heat that a thermal camera can see.
- Ultrasound: detects the problem 1–6 months before failure.
- Vibration: 1–4 weeks before failure.
- Oil analysis: days before failure.
- Temperature: hours before failure.
- Smoke/noise: the failure is happening right now.
SDT 340: the flagship of predictive maintenance
The SDT 340 is not just a listening device — it's a powerful diagnostic computer with a multi-sensor architecture.
1. Simultaneous time/frequency analysis
The instrument's display lets the diagnostician see the signal not just as a static RMS reading, but unfolded in real time. The inspector sees the Time Waveform and the Spectrum right on the device screen on the shop floor, with no need to run back to a laptop.
- The Time Waveform instantly reveals the impact spikes characteristic of micro-cracks.
- The Spectrum helps separate mechanical bearing noise from background harmonics.
2. Focus distance and signal clarity
Unlike cheap "listening sticks," the SDT 340 has a unique 16-bit analog-to-digital converter and a 256 kHz sampling rate. This means the instrument hears with crystal clarity. You can distinguish the sound of lubrication starvation (a smooth hissing noise) from the early stage of cage failure (rhythmic clicking).
3. The UAS3 (Ultranalysis Suite 3) database
Data collected by the SDT 340 is uploaded into the UAS3 software. There, machine learning and trending algorithms build degradation charts for every individual bearing on the plant. The system flags automatically: "Warning, friction on Pump #5 has risen by 12 decibels in a month!"
What defects does the SDT 340 find?
The SDT 340 platform is remarkably versatile. On a single site, it replaces several diagnostic toolsets at once.
- Mechanical damage: micro-spalling, scoring, fatigue cracks in bearings (the earliest possible detection).
- Lubrication issues: precise identification of lubrication starvation or the "churning" (over-greasing) condition.
- Gear mesh problems: gearbox tooth wear.
- Electrical defects: corona, tracking and arcing inside closed control cabinets, without opening them (through gaps and louvers).
- Air and gas leaks: finding even the smallest leaks in pressurized systems.
- Steam trap testing: diagnosing blow-through steam in steam systems.
- Tightness testing: testing sealed enclosures (tanks, cabins) with an ultrasonic transmitter.
Conclusion
The tools we use define our strategy. If your primary instrument only responds to low-frequency vibration and heat, you will always be playing catch-up with failures.
The SDT 340 gives your reliability department the ability to foresee the future of your equipment. By hearing microscopic changes in friction, you gain the maintenance planner's most valuable resource — TIME. Time to order parts, schedule a shutdown, and carry out repairs without stress or unplanned downtime.
Contact the engineers at KEG TRK, the official representative of SDT Ultrasound Solutions in Kazakhstan, to arrange a pilot survey of your critical assets using the SDT 340 platform.